Гальваническое покрытие и защита крепежа от коррозии

Чем гальваническое покрытие отличается от горячего цинка и цинк-ламели. Как выбрать защиту крепежа с учётом среды, прочности, резьбы и затяжки.
Гальваническое покрытие получают электрохимическим осаждением металла на поверхность крепежа. Чаще всего так наносят цинк или сплав цинка. Покрытие замедляет коррозию стали, но выбирать его только по цвету нельзя: важны среда эксплуатации, класс прочности, толщина слоя, допуск резьбы и состояние поверхности при затяжке.
Что такое гальваническое покрытие
При гальваническом нанесении очищенное изделие погружают в электролит. Крепёж подключают как катод, а ионы металла из раствора под действием электрического тока осаждаются на его поверхности. Получается сравнительно тонкий и управляемый слой, который повторяет геометрию резьбы.
Для крепежа наиболее распространён электролитический цинк. ГОСТ ISO 4042-2015 распространяется именно на электролитические покрытия резьбовых крепёжных изделий и устанавливает требования к размерам, толщине и снижению риска водородного охрупчивания.
Не вся оцинковка является гальванической. Горячий цинк получают погружением в расплав, термодиффузионный слой формируется в порошковой смеси, а цинк-ламельную систему наносят неэлектролитическим способом. Эти технологии регулируются отдельными стандартами и по-разному влияют на резьбу и свойства стали.

Покрытие и система покрытия — не одно и то же
Слово «цинк» описывает основной металлический слой, но готовая система может включать конверсионную обработку, герметик, финишный слой и смазку. По ISO 4042:2022 электролитические системы для крепежа могут содержать пассивацию, уплотнение, верхний слой и интегрированный или дополнительно нанесённый смазочный материал.
Поэтому два внешне похожих оцинкованных болта могут иметь разную коррозионную стойкость и разный коэффициент трения. Серебристый, желтоватый или чёрный цвет не подтверждает толщину и не заменяет обозначение системы в документации.
Почему крепёж ржавеет
Коррозия стали развивается при наличии влаги и кислорода. Соли и промышленные загрязнения повышают проводимость водной плёнки и ускоряют электрохимические процессы. Особенно уязвимы впадины резьбы, повреждённые кромки, зазоры под шайбой и участки, где вода удерживается после дождя или мойки.
Риск определяется не только атмосферой. В соединении могут работать разные металлы, покрытие повреждается инструментом, а остатки монтажной химии создают локальную агрессивную среду. Защита должна рассматриваться для всего узла: болта, гайки, шайбы и соединяемых деталей.
Барьерная и протекторная защита
Барьерное покрытие отделяет сталь от воды и кислорода. Если такой слой повреждён до основы, открытая сталь начинает корродировать. Никель и хром могут выполнять барьерную и декоративную функцию, но поведение системы зависит от подслоёв, пористости и условий эксплуатации.
Цинк по отношению к стали является более активным металлом. В присутствии электролита он расходуется преимущественно и способен защищать небольшую открытую область стали рядом с царапиной. Это называют протекторной, или жертвенной, защитой. Возможность локальной защиты не означает, что любое повреждение допустимо: по мере расходования цинка ресурс слоя уменьшается.
Белая и красная коррозия
Светлый рыхлый налёт на оцинкованном крепеже обычно связан с продуктами коррозии цинка. Он часто появляется при хранении влажных деталей без вентиляции. Красно-бурые продукты говорят о коррозии стальной основы. Белый налёт не равен немедленному разрушению болта, но показывает, что защитный металл уже расходуется и условия хранения или эксплуатации нужно изменить.
Виды защитных покрытий крепежа
Ниже перечислены основные варианты, которые встречаются у резьбового крепежа. Это не ряд «от худшего к лучшему»: каждый способ имеет своё назначение и ограничения.
Электролитический цинк и сплавы цинка
Гальваническое цинкование даёт ровный слой и подходит для массового крепежа с точной геометрией. Его используют для болтов, гаек, винтов, шайб, заклёпок и других деталей. Защитные свойства определяются не только количеством цинка, но и пассивацией, уплотнением и верхним слоем.
Сплавы цинк-никель и цинк-железо также относятся к электролитическим системам, предусмотренным ISO 4042:2022. Их нельзя автоматически приравнивать к обычному чистому цинку: требования к стойкости, финишной обработке и трению задаются спецификацией конкретной системы.
Главное ограничение для высокопрочной стали связано с водородом, который может попадать в металл при травлении и электролитической обработке. Для ответственного крепежа технология должна быть назначена изготовителем, а не выбрана после производства только ради нужного цвета.
Горячее цинкование
При горячем способе изделие погружают в расплав цинка. Слой получается значительно массивнее гальванического и хорошо подходит для наружных металлоконструкций. Для резьбы эта толщина становится отдельной инженерной задачей.
ГОСТ ISO 10684-2015 распространяется на стальной крепёж с крупным шагом от М8 до М64 и не рекомендует горячее цинкование для резьбы менее М8 или с шагом менее 1,25 мм. Болт и гайка должны быть изготовлены как совместимая пара с предусмотренным припуском. Нельзя взять произвольный стандартный болт, нанести толстый слой и рассчитывать, что обычная гайка сохранит нормальную свинчиваемость.
Неэлектролитические цинк-ламельные системы
Цинк-ламельное покрытие состоит из тонких чешуек цинка и обычно алюминия в связующем. Система может включать несколько базовых и финишных слоёв, а также смазку с заданными фрикционными свойствами. Dacromet, Geomet и Delta-Protekt являются торговыми системами, а не названием всей технологии.
ГОСТ Р ИСО 10683-2020 устанавливает требования к неэлектролитически нанесённым цинк-ламельным системам на стальном крепеже. ISO 10683:2018 отдельно отмечает их применение для высокопрочного крепежа с пределом прочности от 1 000 МПа, когда важно избежать риска внутреннего водородного охрупчивания, связанного с электролитическим нанесением.
Это не означает, что любое изделие с «цинковыми хлопьями» автоматически пригодно для ответственного узла. Нужны класс прочности, обозначение системы, подтверждённые фрикционные свойства и документы партии.
Термодиффузионное цинкование
При термодиффузионном способе цинк проникает в поверхностный слой изделия в порошковой среде. Покрытие повторяет форму детали и применяется для крепежа, в том числе из сталей повышенной прочности. Требования и контроль установлены ГОСТ Р 9.316-2006.
Метод удобен для деталей сложной формы и резьбы, но не выбирается без учёта температуры процесса, материала и допуска. ГОСТ Р 9.316-2006 не рекомендует применять такое покрытие на изделиях, которые в работе достигают 370 градусов и выше.
Оксидирование и фосфатирование
Оксидирование создаёт на стали чёрную конверсионную плёнку. Она уменьшает отражение света, меняет внешний вид и может удерживать консервирующее масло. По ISO 11408:1999 даже с дополнительной консервацией чёрный оксид обеспечивает лишь ограниченную защиту в слабоагрессивных условиях. Оксидированный винт не следует считать заменой оцинкованному крепежу для открытой улицы.
Фосфатный слой также является конверсионным. По ISO 9717 он обычно работает вместе с дополнительной обработкой: маслом, краской или другой органической системой. Фосфатирование улучшает удержание смазки и адгезию последующих покрытий, но само по себе не делает обычный стальной саморез стойким к длительному увлажнению.
Никель, хром и другие гальванические металлы
Никелирование и хромирование применяют для внешнего вида, износостойкости, специальных контактных свойств и защиты от коррозии. Часто это многослойная система с медным или никелевым подслоем. Для стального крепежа повреждение барьерного слоя может открыть основу, поэтому назначение определяют по документации, а не по блеску детали.
Кадмиевые покрытия встречаются в специальных отраслях, но требуют отдельной оценки требований безопасности и нормативных ограничений. Использовать их как универсальную альтернативу цинку нельзя.
Нержавеющая сталь как альтернатива покрытию
Нержавеющий крепёж защищён не нанесённым слоем, а составом основного материала и пассивной плёнкой на поверхности. Повреждение не раскрывает под покрытием углеродистую сталь, однако нержавейка тоже может корродировать при неверно выбранной марке, загрязнении или контакте с агрессивной средой.
А2 часто используют в обычной атмосферной среде, А4 выбирают при более жёстком воздействии влаги и хлоридов. Окончательный выбор зависит от концентрации, температуры, продолжительности контакта и конструкции узла. Нержавеющий крепёж также требует контроля затяжки из-за риска заедания резьбы.









Сравнение покрытий для крепежа
Таблица помогает выбрать направление, но не заменяет требования проекта и стандарт конкретного изделия. Толщина и стойкость внутри одной технологии меняются в зависимости от класса системы, пассивации, верхнего слоя и качества подготовки поверхности.
| Вариант | Сильная сторона | Главное ограничение | Типичное применение |
|---|---|---|---|
| электролитический цинк | ровный сравнительно тонкий слой, массовая доступность | риск водородного охрупчивания высокопрочной стали, ограниченный ресурс простой системы на открытой улице | машиностроение, оборудование и крепёж для помещений |
| горячий цинк | массивный защитный слой для атмосферной эксплуатации | влияние на допуск резьбы; специальные требования к паре болт-гайка | наружные металлоконструкции и инфраструктура |
| цинк-ламельная система | высокая стойкость при небольшой толщине, контролируемое трение, отсутствие электролитического нанесения | характеристики зависят от всей системы и числа слоёв, а не от слова «ламель» | высокопрочный, автомобильный и ответственный крепёж |
| термодиффузионный цинк | равномерное покрытие сложной формы и резьбы | необходим контроль температурного режима, материала и допуска | строительный и специальный крепёж |
| оксидирование | минимальное изменение размеров, чёрный цвет, удержание масла | ограниченная самостоятельная защита от коррозии | инструмент, внутренние механизмы, крепёж в контролируемой среде |
| фосфатирование с финишной обработкой | основа для масла или краски, противоизносные свойства | результат зависит от дополнительной обработки | саморезы, детали под окраску и смазку |
| нержавеющая сталь | коррозионная стойкость обеспечивается материалом по всему сечению | более высокая стоимость, риск заедания и необходимость выбора марки под среду | влажные помещения, улица, пищевая и химическая среда |
Как выбрать защиту от коррозии
Правильный выбор начинается не с названия покрытия, а с условий работы узла. Последовательно проверьте пять ограничений.
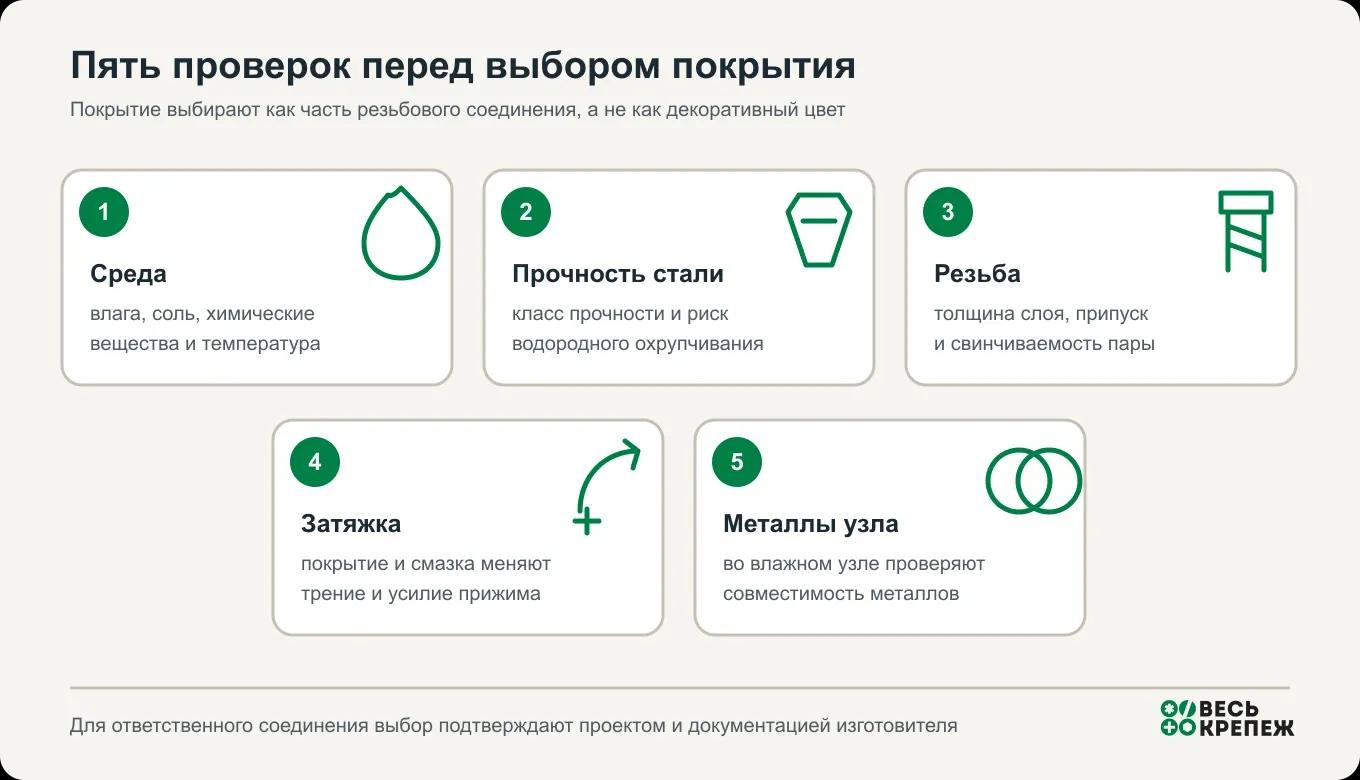
- Среда. Определите, будет ли узел находиться в сухом помещении, под навесом, на открытом воздухе, у дороги, на морском побережье, в воде или химическом производстве.
- Прочность. Чем выше прочность и твёрдость стали, тем важнее оценка водородного охрупчивания и выбор технологии подготовки поверхности.
- Резьба. Проверьте диаметр, шаг, поле допуска и запас под толщину покрытия. Для толстого слоя может требоваться специальное исполнение резьбовой пары.
- Затяжка. Уточните наличие смазки, финишного слоя и допустимый коэффициент трения. Момент затяжки должен относиться к тому же состоянию поверхности.
- Материалы узла. Оцените контакт болта, гайки, шайбы и основной конструкции. Разные металлы во влажной среде могут образовать гальваническую пару.
Сухое отапливаемое помещение
Для оборудования, мебели и внутренних конструкций часто достаточно электролитически оцинкованного крепежа. Оксидированное исполнение допустимо там, где среда действительно сухая, а проект не требует полноценной атмосферной защиты. Нужно учитывать возможный конденсат, мойку и технологические жидкости: формально внутренний узел не всегда является сухим.
Улица и периодическое увлажнение
Простая тонкая гальваническая система может быстро потерять внешний вид и защитный ресурс. Для наружных конструкций рассматривают горячий цинк, термодиффузионное или подходящее цинк-ламельное покрытие. Конкретное решение зависит от резьбы, прочности и требований к сроку службы.
Дорожная, морская и химически активная среда
Соль, хлориды и промышленные вещества требуют спецификации всей системы, а не слова «оцинкованный». Запрашивают подтверждённые испытания, совместимость со средой и требования к обслуживанию. В некоторых условиях предпочтительнее нержавеющая сталь подходящей группы, но её марка также должна соответствовать химическому воздействию.
Высокопрочный крепёж
Для класса 10.9 и других высокопрочных исполнений нельзя заказывать случайное повторное гальваническое цинкование готовых деталей. Риск зависит от материала, твёрдости, подготовки и процесса нанесения. Часто применяют неэлектролитическую цинк-ламельную систему, но окончательное решение принимают по стандарту изделия и технической документации изготовителя.
Мелкая резьба и точные посадки
Чем меньше шаг и зазор в резьбовой паре, тем заметнее влияние слоя на свинчиваемость. Тонкая управляемая система может оказаться предпочтительнее толстого горячего цинка. Для горячего цинкования действует прямое ограничение ГОСТ ISO 10684-2015: размеры менее М8 и шаг менее 1,25 мм не рекомендуются.
Частая сборка и разборка
При многократной сборке важны износ покрытия, стабильность трения и защита от заедания. Проверяют допустимое число циклов, состояние смазки и требования к повторному использованию крепежа. Сам факт отсутствия красной ржавчины не гарантирует сохранение фрикционных свойств.
Как покрытие влияет на резьбовое соединение
Толщина слоя и свинчиваемость
Покрытие на наружной и внутренней резьбе занимает часть допуска. Если исходная резьба выполнена без необходимого запаса, толстый слой вызывает заедание или делает сборку невозможной. Принудительное завинчивание ключом повреждает витки и покрытие, но не исправляет несовместимость.
Для серийного крепежа размерные требования должны быть заложены до нанесения. Именно поэтому стандарты на электролитический и горячий цинк рассматривают геометрию резьбы вместе с покрытием.
Трение, момент и усилие затяжки
Большая часть момента затяжки расходуется на трение в резьбе и под опорной поверхностью. Пассивация, герметик, воск, масло и другие финишные слои изменяют коэффициент трения. При одном моменте сухой оксидированный, оцинкованный и смазанный цинк-ламельный болты могут создать разное усилие предварительной затяжки.
Для ответственного соединения используют момент или иной метод затяжки, установленный для конкретной комбинации крепежа и состояния поверхности. Нельзя брать таблицу для сухого чёрного болта и без проверки переносить её на смазанное покрытие.
Водородное охрупчивание
Атомарный водород может проникнуть в сталь во время травления, очистки и электролитического нанесения. У чувствительной высокопрочной стали это создаёт риск задержанного хрупкого разрушения под нагрузкой. Деталь может выглядеть исправной и разрушиться спустя время после затяжки.
Термическая обработка после нанесения снижает риск, но не должна подаваться как абсолютная гарантия удаления водорода. ISO 4042:2022 устанавливает меры по минимизации риска, а ISO 10683:2018 выделяет неэлектролитические цинк-ламельные системы как вариант для крепежа с пределом прочности от 1 000 МПа.
Гальваническая пара
Контакт двух разных металлов становится опасным при наличии электролита. Более активный металл работает анодом и разрушается быстрее. Небольшая площадь анода рядом с большой площадью более благородного металла особенно неблагоприятна.
Оцинкованный болт в алюминиевой или нержавеющей конструкции нельзя оценивать отдельно от площади деталей, влажности и изоляции контакта. Для снижения риска применяют совместимые материалы, изолирующие шайбы и втулки, герметизацию и отвод воды. Подробный подбор пары выполняют по проектной документации.
Почему часы в соляном тумане не равны сроку службы
Испытание в нейтральном соляном тумане, NSS, применяют для контроля устойчивости системы и выявления пор, дефектов и нестабильности процесса. Результат обычно задают как время до появления определённых продуктов коррозии в конкретных условиях испытания.
ISO 9227:2022 прямо указывает, что соляной туман не предназначен для ранжирования разных материалов по коррозионной стойкости и для прогнозирования долговременной стойкости. Поэтому формула «столько-то часов равно стольким-то годам на улице» технически неверна.
Сравнивать часы корректно, когда одинаковы стандарт испытания, подготовка образца, критерий отказа и спецификация системы. Число без указания, шла ли речь о белой коррозии цинка или красной коррозии стали, почти бесполезно.
Как проверить покрытый крепёж при покупке
- уточните стандарт изделия, материал и класс прочности;
- запишите стандарт покрытия и полное обозначение системы, а не только цвет;
- проверьте требование к коррозионной стойкости и критерий испытания;
- уточните наличие пассивации, финишного слоя и смазки;
- для ответственного узла запросите документы партии и сведения о контроле водородного охрупчивания;
- проверьте свинчиваемость болта и гайки без принудительного повреждения слоя;
- осмотрите поверхность: не должно быть красной коррозии, отслоений и наплывов, мешающих сборке.
Цвет используют только как вспомогательный признак. Серебристое изделие может иметь разные цинковые системы, а чёрное может быть оксидированным, фосфатированным, окрашенным или иметь чёрный финишный слой поверх цинка.
Чем защитить уже установленный крепёж
Сначала определяют состояние металла. Поверхностный налёт на цинке, локальная красная коррозия и глубокая потеря сечения требуют разных действий. Если витки, головка или стержень заметно повреждены, ответственный крепёж заменяют, а не маскируют краской.
Для локального ремонта очищают непрочно держащиеся продукты коррозии, обезжиривают поверхность и наносят совместимую ремонтную систему. Цинкнаполненный состав или лакокрасочное покрытие может восстановить барьер на открытом участке, но не превращает изделие в заводской крепёж по ГОСТ ISO 4042 или ГОСТ ISO 10684.
Нужно закрывать не только головку болта, но и щель под шайбой, торец резьбы и места удержания воды. Одновременно устраняют причину: протечку, конденсат, контакт с солью или отсутствие дренажа.
Частые ошибки
- считают любую оцинковку гальванической;
- выбирают покрытие по цвету и блеску без стандарта системы;
- используют обычный электролитический цинк на улице только потому, что изделие называется оцинкованным;
- наносят толстый слой на стандартную резьбу без проверки поля допуска;
- отправляют высокопрочный готовый крепёж на повторное травление и гальванику без технологии изготовителя;
- переводят часы соляного тумана в годы эксплуатации;
- применяют один момент затяжки для сухой, смазанной и покрытой резьбы;
- соединяют разные металлы во влажном узле без оценки гальванической пары;
- считают оксидированный чёрный крепёж полноценной заменой оцинкованному для улицы.
Совет эксперта
В заявке на покрытый крепёж указывайте изделие и стандарт, размер и шаг резьбы, класс прочности, материал, систему покрытия, среду эксплуатации и требование к затяжке. Формулировка «болт М12 оцинкованный» оставляет поставщику слишком много вариантов. Для ответственного узла согласовывайте комплект болт-гайка-шайба и состояние смазки как единую систему.
Частые вопросы
Чем гальваническое цинкование отличается от горячего?
Гальванический слой осаждают из электролита электрическим током. Он сравнительно тонкий и хорошо контролируется по геометрии. При горячем способе крепёж погружают в расплав цинка, слой получается массивнее и требует специального учёта допуска резьбы.
Какое покрытие крепежа лучше для улицы?
Единственного ответа нет. Для наружных конструкций рассматривают горячий цинк, термодиффузионное или цинк-ламельное покрытие, а также нержавеющую сталь. Выбор зависит от атмосферы, класса прочности, размера резьбы, срока службы и требований к затяжке.
Можно ли использовать чёрные оксидированные винты на улице?
Без дополнительной защитной системы не следует. По ISO 11408 чёрный оксид даже с консервацией даёт лишь ограниченную защиту в слабоагрессивных условиях. Для длительного увлажнения выбирают покрытие, рассчитанное на атмосферную эксплуатацию.
Почему оцинкованный крепёж покрывается белым налётом?
Это обычно продукты коррозии цинка. Они появляются при воздействии влаги, особенно когда свежие детали хранятся плотно и плохо проветриваются. Налёт показывает расходование защитного слоя, но отличается от красной коррозии стальной основы.
Защищает ли цинк сталь после царапины?
Цинк способен протекторно защищать небольшую открытую область стали рядом с повреждением. Однако площадь и ресурс такой защиты ограничены. Большой скол, постоянная влага и соль ускоряют расход цинка и требуют ремонта.
Какое покрытие выбрать для болтов класса 10.9?
Нужно проверить стандарт изделия и требования изготовителя к риску водородного охрупчивания. Часто применяют неэлектролитическую цинк-ламельную систему. Обычное повторное гальваническое цинкование готовых болтов 10.9 без контролируемой технологии недопустимо для ответственного применения.
Можно ли определить качество покрытия по цвету?
Нет. Цвет зависит от пассивации, финишного слоя, красителя и технологии. Качество подтверждают обозначением системы, толщиной или классом покрытия, испытаниями, контролем резьбы и документами партии.
Можно ли красить ржавый болт без замены?
Только после оценки состояния. Лёгкую поверхностную коррозию ненагруженного узла можно очистить и закрыть ремонтной системой. Крепёж с потерей сечения, повреждением резьбы или признаками трещин заменяют.
Краткая памятка
- не путайте гальваническое, горячее, термодиффузионное и цинк-ламельное нанесение;
- выбирайте систему по среде и классу прочности, а не по внешнему виду;
- проверяйте запас резьбы под толщину слоя;
- используйте данные затяжки для конкретного покрытия и смазки;
- не переводите соляной туман в годы службы;
- для ответственного узла заказывайте болт, гайку и шайбу как согласованный комплект.
В каталоге доступны оцинкованный крепёж, нержавеющий крепёж и болты разных стандартов, материалов и классов прочности.
- ГОСТ ISO 4042-2015
- ISO 4042:2022 с изменением 1:2026
- ГОСТ ISO 10684-2015
- ГОСТ Р ИСО 10683-2020
- ГОСТ Р 9.316-2006
- ГОСТ 9.306-85
- ISO 9227:2022
- ISO 11408:1999
- ISO 9717:2024

